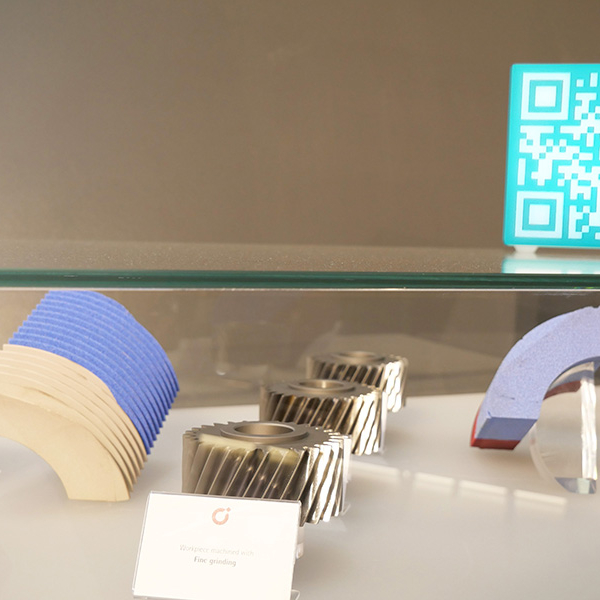
You can meet the requirements for the highest surface qualities economically and reproducibly with fine or polish grinding on KAPP NILES machines.
Combined tools with different specifications are used for this purpose.

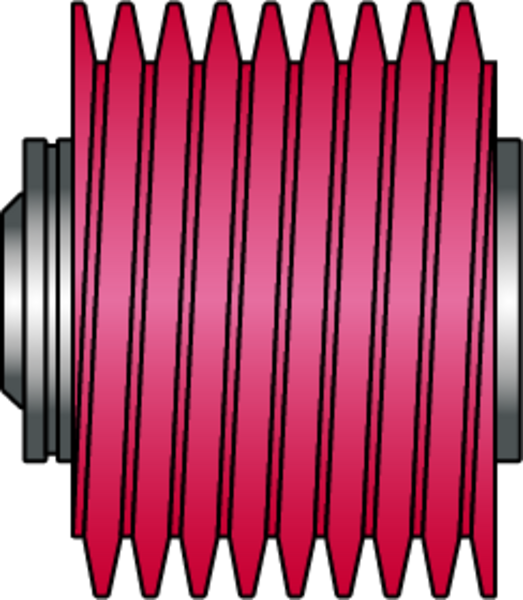
Conventional generating grinding uses a ceramic-bonded corundum grinding worm that consists of one specification throughout.
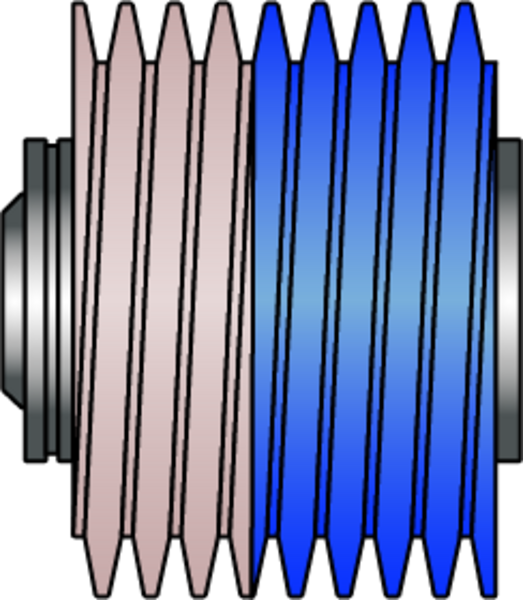
Fine grinding uses a combined tool with two specifications. In addition to the conventional grinding area, the tool has a fine grinding area that differs in terms of the tool specification.
This allows surface finishes of Rz = 1 - 2.5 micrometre to be achieved with process reliability.

For even higher requirements, conventional grinding is combined with polish grinding.
For this process, a tool with two areas is used. For polish grinding, a tool area with an elastic polyurethane or synthetic resin bond is used. Surface qualities of Rz < 1 micrometre can be achieved.
After hardening, gears are conventionally ground to remove the existing allowance including hardening distortions and to produce the final workpiece geometry.
The tooth flanks are then shot-peened to harden the surface. In the final work step, they are polish-ground with a one-piece polyurethane-bonded tool as a single technology to achieve a high surface quality.
With the demands for higher flank load capacity of gears and efficiency increases of gear boxes, fine and polish grinding has become more and more established in recent years, especially for applications in the passenger car and commercial vehicle sector.
By integrating these downstream processes, surface finishes of Rz < 1 micrometre or Ra < 0.2 micrometre can be achieved on conventional gear grinding machines.